The HP / HVOF method is the latest and most advanced thermal spray sub-branch. World surface engineering specialists have modified the previous HP/HOVF methods by changing some of the mechanical parameters that cover many of the limitations of previous methods, but are still left with certain defects such as limitations concerning the thickness of coatings. The following is a brief description of how the coating is attained using this method:
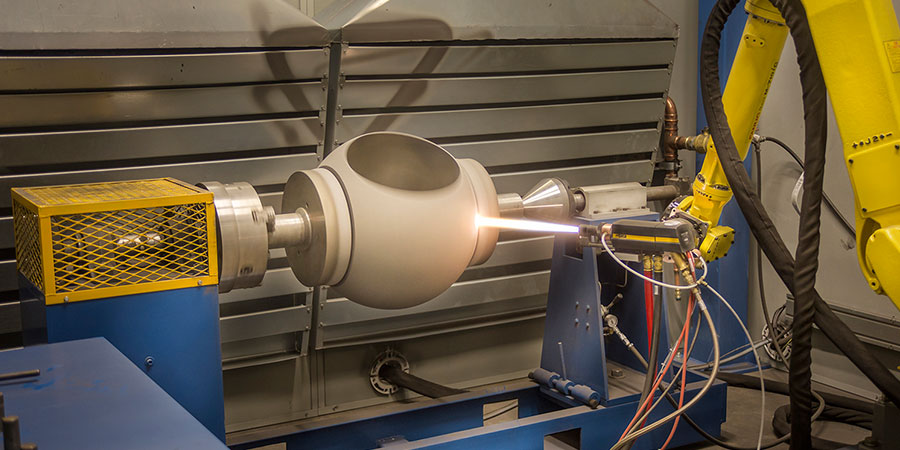
The HP/HVOF process is one of the most advanced spray systems developed for Gas Jets that use an explosion wave in their internal combustion chamber. This advanced spray system applies wear and corrosion resistant powder at speeds of about 1200 to 1500 m/s (approximately five times the speed of Sound) to the surfaces of parts. The energy generated by this reaction in the form of increased heat and pressure is discharged from the gun, which melts the powder and speeds up the powder particles. After the stabilization of explosive conditions, the powder is entered under a controlled rate to the gun chamber alongside a neutral gas such as nitrogen or argon used for carrying the powder, by a powder injection device. This simultaneous entrance to the gun chamber via combustive gasses creates continuous explosions which accelerates the process until the desired speed is reached. These accelerated particles reach the opposite surface situated at an optimal distance in a very short amount of time, and depending on their temperature and pressure conditions, stick to the surface of the parts thus creating a resistant layer for them. HP/HVOF is a process in which the high-speed combustion of a mix of liquid fuel (Kerosene) and oxygen is achieved under high pressure conditions. This process along with its unrivaled gun design, has made it possible to provide high-quality coatings with more efficiency. In this method, the special design of the nozzle causes the gas to expand and speed up to as fast as the speed of the sound. Due to the very high velocity of particles upon impact with the surface of parts, the coating obtained with this method has very good adhesion strength, about 70 MPa (10,000 psi), low porosity and near-theory density. Also, the high speed of particle projection reduces time spent under flames, thereby reducing their oxidation and impurity. The HP/HVOF method is used for various metal and ceramic coatings, including Tungsten Carbide, Stellate, Colmonoy, Monel and others.